 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик








製品説明
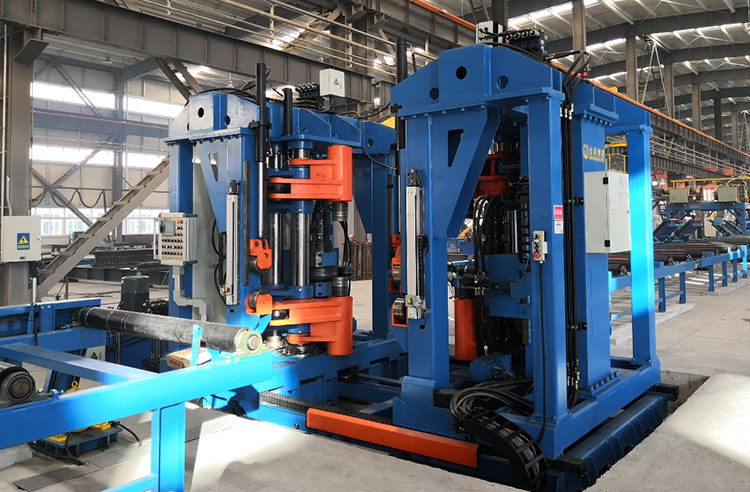
WH6012CNC Hビーム溶接ライン
WH6012スマートCNC Hビーム溶接ラインWH6012 Smartの中国の専門メーカーおよびサプライヤーであるJINFENG WELDCUTによって製造された、さまざまな機器およびツールを組み合わせた高性能Hビーム生産ラインです。CNC Hビーム溶接ライン手頃な価格で。 WH6012 スマートCNC Hビーム溶接ラインH ビームまたは T ビームの生産にさらなる安全性と高効率を提供します。
JINFENG WELDCUT は WH6012 Smart に 2 年間の保証を提供しますCNC Hビーム溶接ライン。 H ビーム製造の主要な電気要素は世界的に有名なブランドから選択されており、ユーザーは中国から遠く離れていなくても、現地で部品を見つけることができ、より便利になります。 WH6012 スマートCNC Hビーム溶接ラインは、さまざまな業界のエンドユーザーの生産性を向上させる、最先端の高度な自動化生産ラインです。
仕様
|
モデル |
WH6012 |
WH6012 |
|
制御方法 |
CNC制御 |
CNC制御 |
|
Hビームウェブ高さ |
220~1200mm |
220~1200mm |
|
ウェブの厚さ |
6-40mm |
6-40mm |
|
H形鋼フランジ幅 |
1400~800mm |
1400~800mm |
|
フランジの厚さ |
6-60mm(Q235); 6-40mm(Q345) |
6-60mm(Q345)
|
|
Hビームの長さ |
5000~15000mm |
|
|
溶接の種類 |
CO2/MAGによる仮付け溶接 |
|
|
SAWによる完全溶接 |
||
|
Hビーム組立位置 |
水平、 4つの溶接シームを同時に仮付け溶接します |
|
|
Hビーム溶接位置 |
水平および45°傾斜 |
|
|
MESのデータ収集をサポート |
||
装備リスト
|
いいえ。 |
名前 |
数量 |
備考 |
|
1 |
WHZ6015 Hビーム横型組立機 |
1セット |
|
|
2 |
WMH36 Hビーム自動SAW溶接機 |
1セット |
4本の腕 |
|
WMH36 Hビーム自動SAW溶接機 |
2セット |
腕2本 |
|
|
2.1 |
WHJ12 CNC溶接ポジショナー |
4セット |
|
|
3 |
WJZ6015 H形鋼横型矯正機 |
1セット |
|
|
4 |
WFZ6012 Hビームフリッパー |
2セット |
|
|
5 |
WHG6012 ローラーテーブル |
6セット |
|
|
6 |
WYG12ビーム移動カート |
2セット |
|
|
7 |
インテリジェントなデータ収集管理システム |
1セット |
|
特徴と用途
1.WH6012スマートCNC Hビーム溶接ライン溶接された I ビームと H ビームを、より少ない労働者とより少ないクレーンで生産する高度に自動化された生産ラインです。
2. たった 3 人のワーカーだけで全体を実行できますCNC Hビーム溶接ライン.
3.ラインはMESシステムと完全に統合され、上位コンピュータと制御システム間のリアルタイム通信を完了し、機器のデータ収集を完了し、収集されたすべてのデータを工場MESシステム(または上位集中制御システム)にアップロードし、情報伝達の適時性と有効性を確保できます。
4. 設計と保護は、関連する国家規格と環境保護の要件を満たさなければなりません。機器の安全性および保護装置は、関連する工業規格を満たしている必要があります。
5.このWH6012スマートCNC Hビーム溶接ライン鋼構造物や鋼構造物、海洋、陸上、建物、作業場、工場、橋などを作るためのH形鋼の溶接に広く使用されています。
6. 溶接装置の柔軟な設計により、あらゆるブランドの溶接電源をサポートできます。
6. CE、ECA 認定が利用可能です。
7. このラインは、工具や設備を変更することなく、軽量ビームから太い厚さの非常に重いビームまでの生産を提供します。
8. 組立てから矯正までの全工程にクレーンが不要となり、クレーン使用のリスクが大幅に軽減されます。


構造図
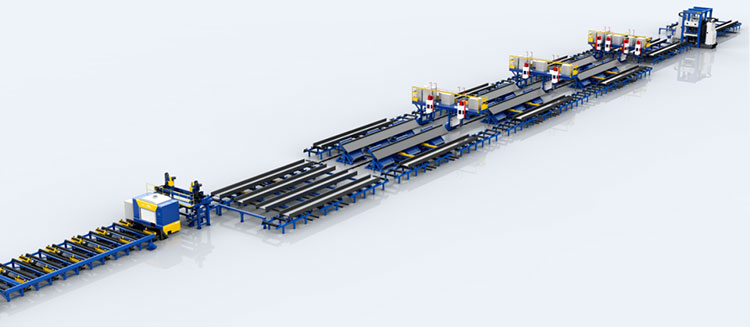
WH6012 Smartで使用される機器モジュール一覧CNC Hビーム溶接ライン
1 - 組み立てエリアには以下が含まれます:
2 つのフランジと 1 つのウェブを H 字型の位置に固定し、H 字型にクランプするためのフランジ ティルターとウェブ リフタを備えた 1 セットのインプット ローラー テーブル。
横型 H ビーム組立機 1 台 - H 形のウェブとフランジを組み立てる CO2/MAG スポット溶接用。

組み立てられ成形される 2 つのフランジ プレートと 1 つのウェブ プレートは、クレーンによってインプット ローラー テーブル上に吊り上げられます。
次に、自動プログラムに従って、装置はウェブプレートを持ち上げ、2 つのフランジプレートを跳ね上げ、最初に H 形状を形成するようにウェブプレートをクランプし、一緒に主機に搬送されます。次に、機械に取り付けられたウェブ端とフランジを位置合わせする装置、ウェブプレス装置、H ビームクランプ装置、自動制御システム、および 4 セットの溶接トーチとその他のコンポーネントが連携して動作し、スポット溶接による H ビームの組み立てが迅速に完了します。

ウェブを持ち上げてフランジを跳ね上げる装置
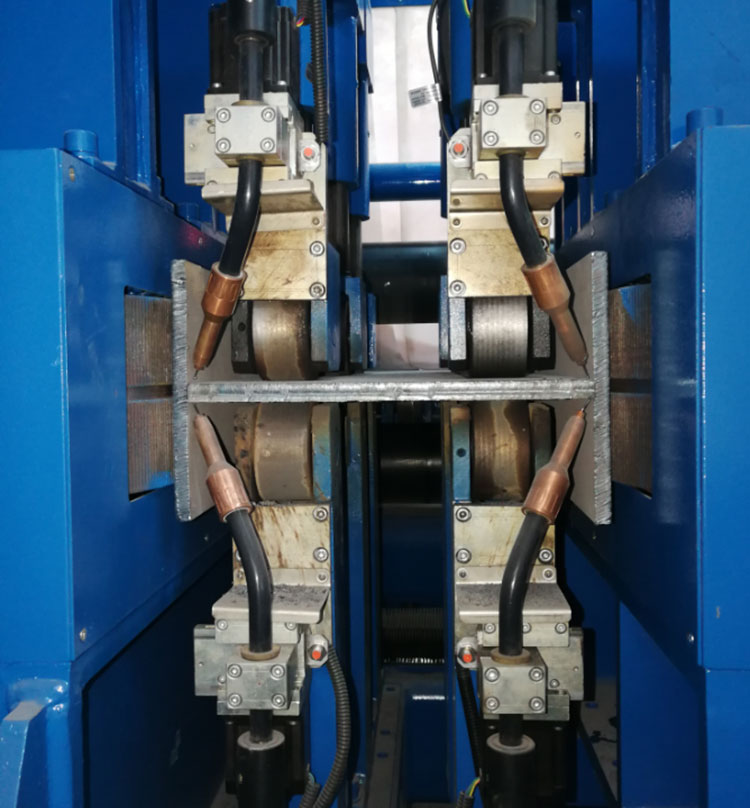
4つのシームを同時にスポット溶接
フランジプレートとウェブプレートの装着が完了した後、H ビームの仕様とパラメータを自動制御システムに入力または呼び出し、スタートボタンを押して機械を起動するのは 1 人だけです。そのため、クレーンの使用が少なくなり、安全性が高くなります。
機械が通常の状態で稼働している場合、材料がインプットローラーテーブルに吊り上げられた後、組み立ての途中で手動介入(手動位置決め、走行クレーンの補助水平調整、ノック修正、吊り上げ、転倒、折りたたみなど)を行う必要がないため、自動化の度合いは非常に高くなります。
H ビームの各キーの位置決めはサーボ モーターによって制御され、センサーによって検出されるため、人間の当惑による精度の偏差が回避されます。
同時に、4つの溶接シームのすべての溶接スポットは機械によって自動的に制御され、溶接スポットのサイズと間隔の均一性は手動スポット溶接よりも優れています。

横型H形鋼組立機

2-溶接エリア
以下が含まれます:
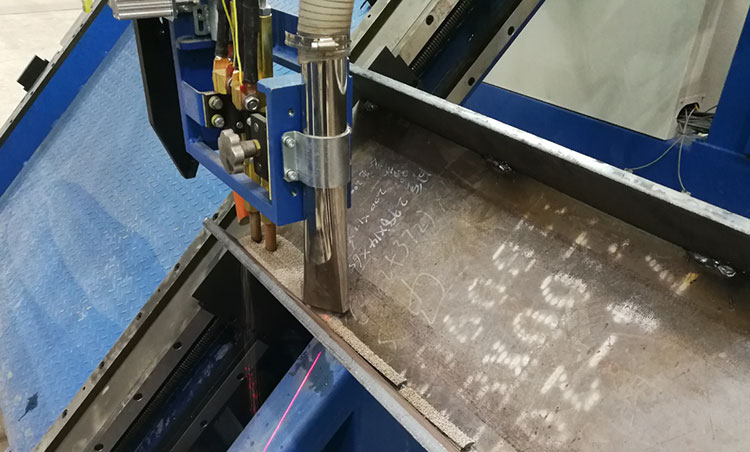
WHM36 Hビーム自動SAW溶接機は、4つのサブマージアーク溶接ヘッドを装備しています(シングルアーク溶接またはタンデムアーク溶接技術をサポート)。

この装置はガントリー溶接本機と多位置溶接ポジショナーの 2 つの部分で構成されます。 Hビームの溶接特性とタンデムアークサブマージアーク溶接のプロセス特性に応じて、この装置の2つの溶接モードを設計します。最も特殊な設計は、「フラット隅肉溶接のダブルアーム」または「ダウンハンド隅肉溶接のシングルアーム」です。この設計の目的は、H ビームのウェブの異なる厚さに応じて、機械が最適な溶接モードを自動的に選択して、H ビームでの迅速な溶接を実現できるようにすることです。また、マルチポジション溶接テーブルは、必要な溶接技術/モードに合わせて動作し、H ビームを必要な角度で反転することで、最高の溶け込みと溶接シームのパフォーマンスを実現します。マルチポジション溶接テーブルに加えて、溶接テーブルとローラーテーブルの間で 180 度ビームフリッパーが機能します。このフリッパーは、異なる溶接シーム番号での溶接の H ビームの自動送り込み、送り出しおよび自動反転を実現するのに役立ちます。

横置き溶接=平角すみ肉溶接
または:
WHM36 H ビーム自動 SAW 溶接機 2 つのサブマージ アーク溶接ヘッドを装備 (シングル アーク溶接またはタンデム アーク溶接技術をサポート)。

WHM36 Hビーム自動SAW溶接機
傾斜姿勢での溶接=ダウンハンドでのすみ肉溶接
各 SAW 溶接機で作業するために、各機に 2 セットの CNC 溶接ポジショナーがあり、H ビームを水平または 55 度に回転させ、良好な溶接品質を確保します。

CNC溶接ポジショナー

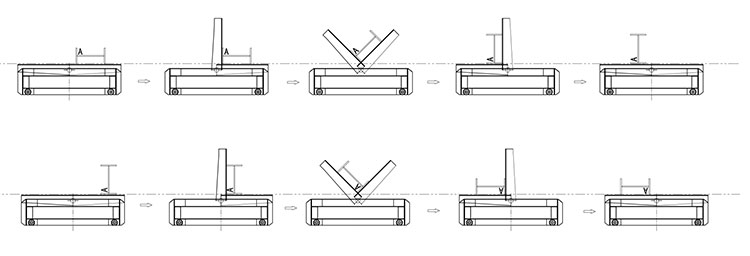
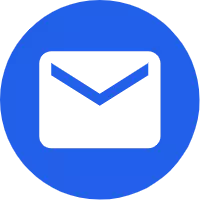
溶接エリアには、溶接の目的に応じてビームを 90 度または 180 度ひっくり返すためのビームフリッパーがあります。

Hビームをひっくり返すビームフリッパー
ビームフリッパーの動作フローチャート:
3-矯正エリアには以下が含まれます:
次に矯正機でビームのフランジを矯正するために、H ビームを「H」位置から「I」位置に反転するためのビームフリッパー 1 セット。
H 形鋼フランジ矯正機 1 台 - H 形鋼のフランジを矯正します。 1 本の H ビームには 2 つのフランジがあります。両方のフランジを真っ直ぐにする必要があります。しかし、機械は一度だけ、1 つのフランジを真っ直ぐにすることができます。したがって、1 つのフランジの矯正が完了した後、ビームフリッパーがビームを 180 度ひっくり返して、下側の矯正が必要なフランジを作成します。
CNC横型矯正機

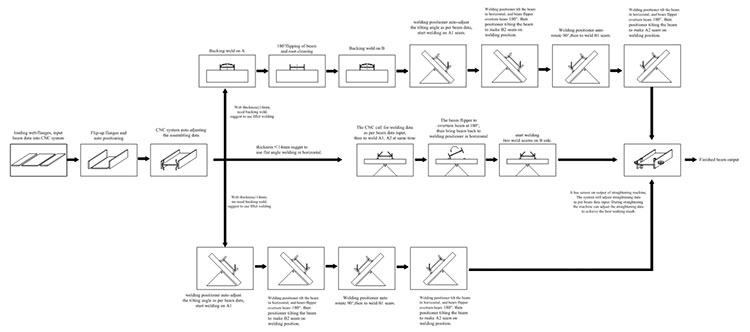
鋼板から溶接H形鋼・I形鋼を作るにはどうすればよいですか?
以下にプレートからHビーム、最終検査までの生産フローを示します。
生産フロー図
ユーザーの工場に設置されたHビーム溶接ライン
ホットタグ: CNC H ビーム溶接ライン、中国、メーカー、サプライヤー、卸売、工場、カスタマイズ、中国製、価格、品質、ECA








X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー