 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик













製品説明
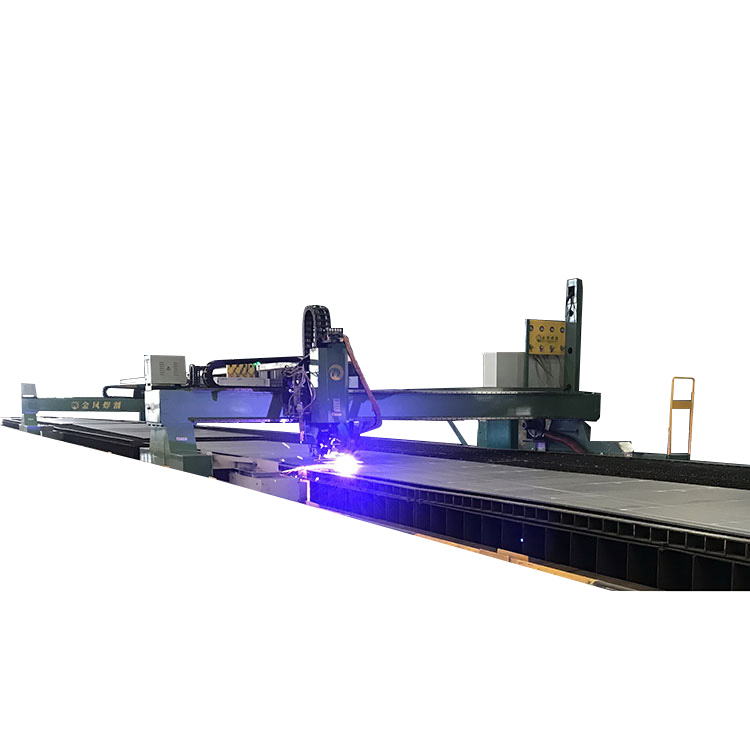
ジンフェン®中国のCNCの専門メーカーおよびサプライヤーです。Plamsa および酸素燃料切断機手頃な価格で。 CNCPlamsa および酸素燃料切断機は、さまざまな機能機器やツールを備えた金属シートの加工用の高性能熱切断機です。
TG/TPG
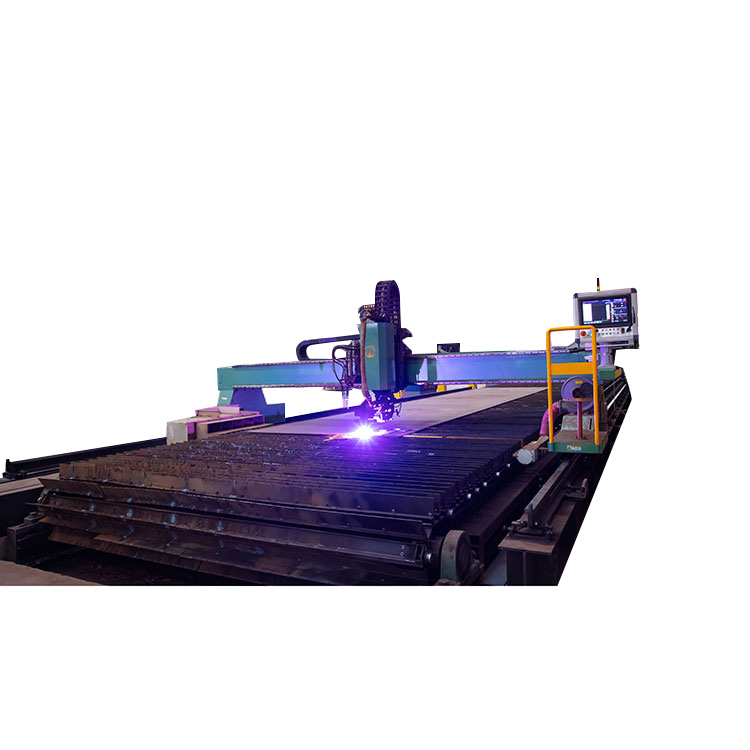
CNCPlamsa および酸素燃料切断機
すべてのCNC向けPlamsa および酸素燃料切断機JINFENG WELDCUT が製造した製品は 2 年間の保証付きでエンドユーザーに納品されます。
CNCPlamsa および酸素燃料切断機サーボモーターによるデュアルドライブです。ポータルを走行するレールは、高硬度の鉄道レールを使用し、レール研削盤による精密な機械加工と研削により、レールの精度は0.02mm以下を確保し、高品質な部品の切断を保証します。
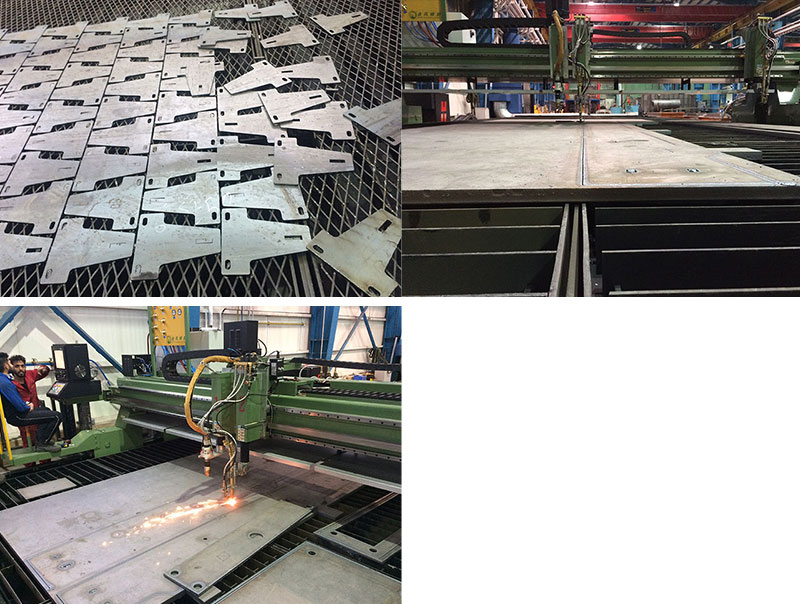
CNCPlamsa および酸素燃料切断機金属板加工用としてさまざまな業界で非常に人気があります。
仕様
|
モデル |
TG |
TPG |
|
レールスパン |
6m~14m |
3m~14m |
|
作業幅 |
レールスパン - 1m |
レールスパン – 1.5m |
|
レールの長さ |
>6m |
>6m |
|
プラズマ回転ベベル切断 |
いいえ |
はい |
|
酸素燃料回転ベベル切断 |
はい |
はい |
|
インクジェットマーカー |
はい |
はい |
|
プラズマ垂直切断 |
はい |
はい |
特徴と用途
1. ドライプラズマ切断、プラズママーキング、酸素燃料切断、CAD-CAM ソフトウェア、インクジェットマーキング、さまざまな機能ツールと機器をサポートします。
2. デュアルドライブのアンロード移動速度は最大 18m/min。 (オプションで高速化可能)
3. DIN規格の切断プログラムを作成できるさまざまなネスティングソフトウェアをサポートします。
4. シンプルで簡単な取り付け
設備と工具
ユーザーのさまざまな処理目的に合わせて、CNC に統合できるオプションの機器やツールが多数あります。Plamsa および酸素燃料切断機お客様の生産効率を高める特殊な切断を実現します。
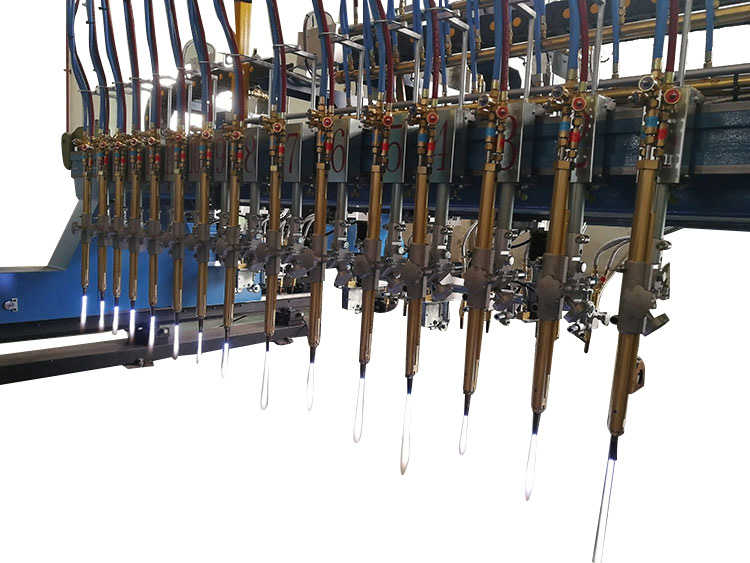
1.0 マルチトーチ
お客様は必要なCNCトーチの数を選択できます。
CNC 酸素燃料トーチには、オプションとして自動点火装置と容量性高さセンサーが付いています。
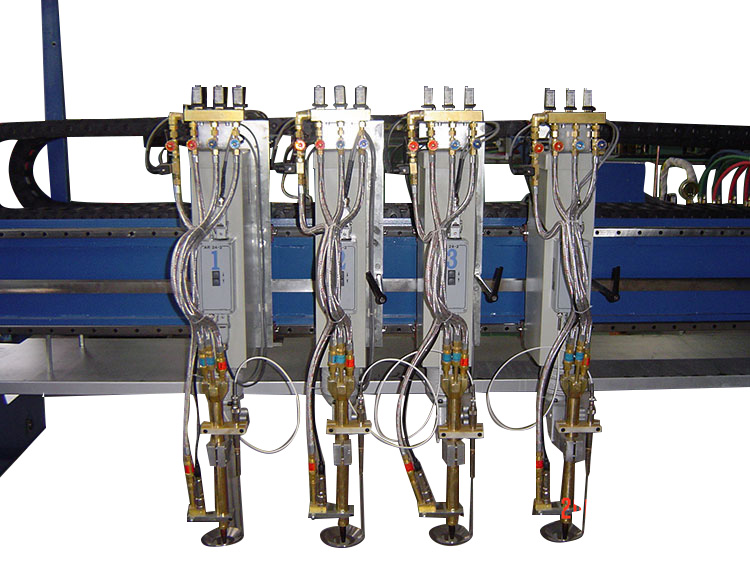
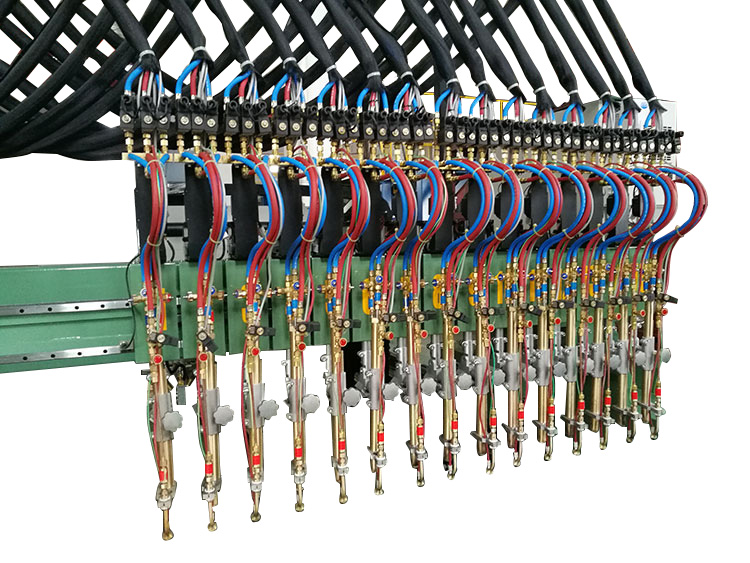
2.0 ストリップカット
ストリップ切断ユニットは、多数のストリップを切断する鉄鋼建設会社や造船所向けに特別に設計されています。ほとんどのストリップは、鋼構造事業で溶接 H ビームを製造するためのウェブおよびフランジとして、または造船所で船舶の補強材用の T ビームを製造するためのウェブおよびフランジとして使用されます。ストリップ切断トーチはCNCの背面に取り付け可能Plamsa および酸素燃料切断機.
3 自動駐車によるストリップ切断
各ストリップトーチにはサーボモーターが取り付けられています。ストリップトーチ間の位置と距離を入力すると、作業者が手動で調整することなく、各ストリップトーチが自動モードで必要な位置に移動します。
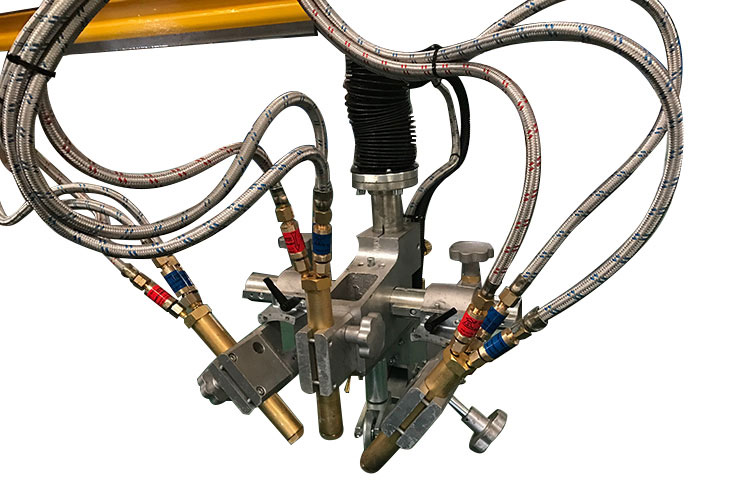
4. ストレートベベルヘッド用トリプルトーチヘッド – Flame 1D Bevel
鉄鋼製造では溶接の仕事がたくさんあります。完全溶け込みの高品質な溶接を行うには、溶接のためのベベル準備が必要な場合があります。このアプリケーションでは、トリプル トーチ ヘッドを使用したベベル切断を導入します。これは、3 個の酸素切断トーチを備えたベベル ヘッドです。 3 つのトーチが同時に燃焼してスチール プレートを切断し、1 パスで切断する必要がある V、Y、または K の面取りを持つ部品を取得します。これはベベルカットにとって非常に効率の高いプロセスです。

5. 回転ベベル用プラズマヘッド – プラズマ 3D ベベル
溶接用ベベルエッジで曲線部品を切断するための無限回転ベベルヘッドです。
ベベル切断用のプラズマ 3D ベベルヘッドは他のトーチヘッドと比較すると重いですが、プラズマ切断には高い剛性と高い加速度が必要です。このため、当社は高強度の航空アルミニウム材料を使用してこのプラズマ 3D ベベル ヘッドを製造し、摩擦撹拌溶接の技術を使用してプラズマ 3D ベベル ヘッドを溶接することにより、キャリッジの重量を軽減しました。最後に、プラズマ 3D ベベルヘッドの軽量、高剛性、高速加速を実現し、プラズマの切断品質を向上させます。昇降本体はリニアガイドレール+ボールネジの形状を採用し、高精度な切断トーチの昇降・移動を実現

6. 回転ベベル用フレームトリプルヘッド – Flame 3D ベベル
曲線刃先の部品を切断するためのトリプルガストーチを搭載した回転ヘッドです。
1つのステーションに3本のトーチを固定する構造です。最初のトーチはアンダーベベルの切断に使用されます。 2 番目のトーチは垂直切断用、3 番目のトーチは上部ベベルの切断用です。この切断により、ある程度の精度で面取りを行うことができます。ベベルのタイプは、V、X、Y、K です。ベベル角度は 23 ~ 45 度です。ベベル角度は板厚に比例するため、ベベル厚さには制限があります。最大ベベル厚さは 75mm です。フレームトリプルトーチ直線ベベルステーションの切断厚さと角度は表を参照してください。上部キャリッジには回転ユニットを取り付け、サーボモーターとギアボックスによってトリプルトーチアセンブリを回転させ、正確で信頼性の高い回転動作を実現します。ヘッドはゼロ位置から両方向に最大 400 度回転します

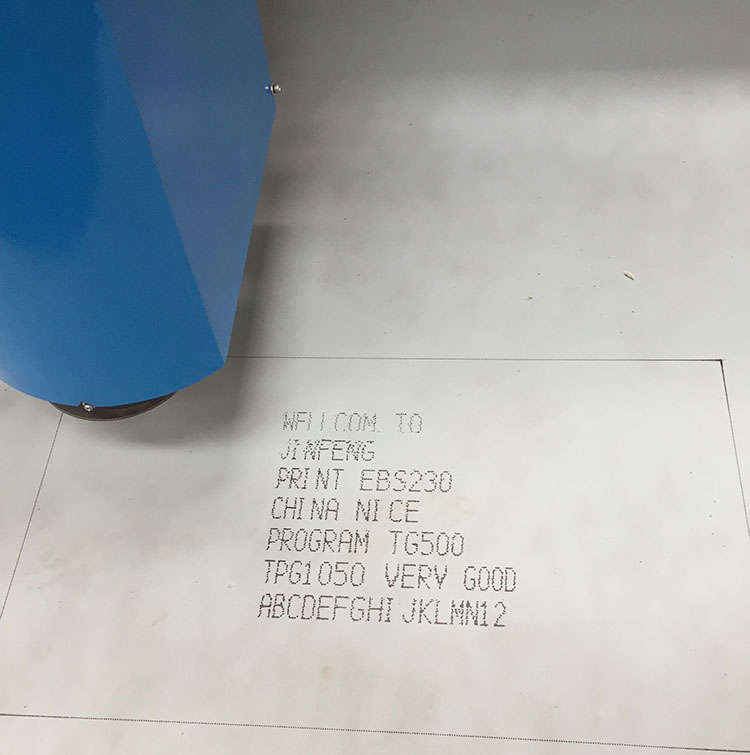
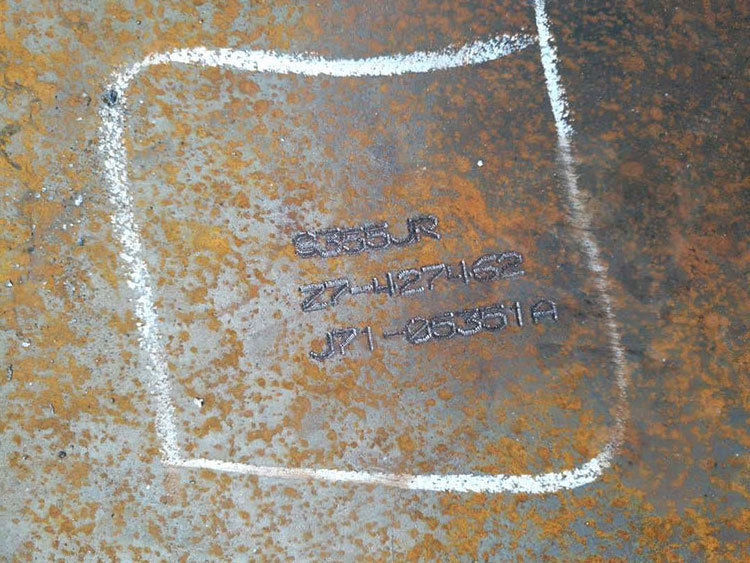
7. インクジェットマーカー
インクジェットマーキング装置はドイツの有名なブランドです。
鋼板を切断する前に、部品の名前、鋼構造内の部品の位置、および切断部品への溶接やスプレーの要件など、部品の各側面の後続の加工プロセスを確認します。部品の識別や保管・輸送管理に便利な一方で、後工程での部品の加工・組立・溶接にも便利です。
JINFENGはドイツから輸入したインクジェットプリンターを使用しています。インクジェット終了後、逆流パイプが自動的にノズルまで移動して密閉ループを形成し、インクの乾燥を防ぎます。通常のノズルインクが乾燥しやすく、ノズルが詰まりやすいという問題を効果的に解決できます。高品質のスチール表面インクジェットは、信頼性の高い特許技術を備えたソレノイドバルブを採用しており、密着性と感度が大幅に向上し、フォントをより柔軟にします。ドイツのインクジェットマシンの性能は信頼性が高く、耐久性があり、あらゆる種類の産業用インクジェットのニーズを満たすことができ、粉塵環境、湿潤環境、振動環境などの過酷な環境でも動作し、生産ラインも通常の動作が可能です。メンテナンスが必要な場合には、装置をモジュール化することで故障部品の交換が容易となり、故障対応にかかる時間を大幅に短縮し、コストを削減します。
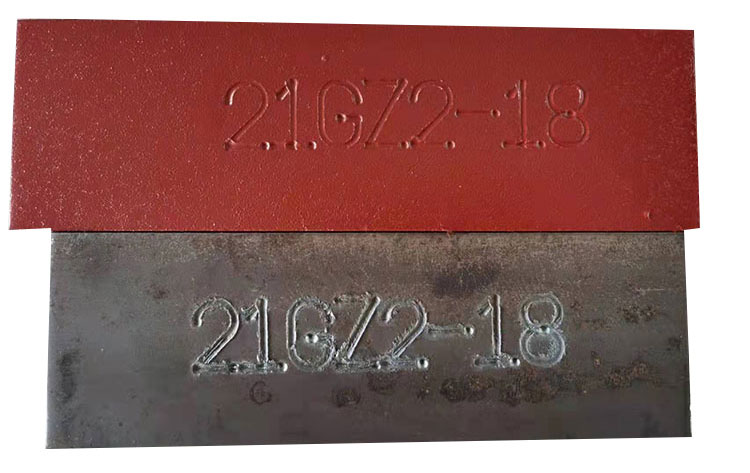
8. ドットピーンマーカー
ユーザーの要求に応じて、各カット部品の部品番号として文字と数字を打ち抜きます。カット部品のこれらのパンチは長期間永久に残ります。
パンチングマーキングは、切断技術において非常に重要な機能です。
ユーザーが切断部品のCAD図面を作成する際には、パンチングマーキング情報を入力する必要があります。次に、ネスティング ソフトウェアがマーキング データを切断プログラムに自動的に変換します。
|
ブランド |
G7のブランド |
|
文字の高さ |
10mm |
|
ラインの最大数 |
5行 |
|
各行の文字の最大数 |
20 |
|
各パーツの最大マーキング領域 |
100×80mm |
|
回転 |
回転なし |
9. プラズママーキング
ソフトウェア部分を設定した後、プラズマ切断トーチはプレート上でプラズマスクライブ機能を実現できます。
|
1 |
線幅 |
2-3mm |
|
2 |
線の深さ |
0.05~0.2mm |
|
3 |
マーキング速度 |
1000~2000mm/分 |
|
4 |
マーキング長さ |
最大12000mm |
|
5 |
マーキング幅 |
ウェブ幅 – トーチ直径 |
|
6 |
鋼の表面に微弱な電流が放電し、鋼の表面に傷がつきます。 |
|
ホットタグ: Plamsa および酸素燃料切断機、中国、メーカー、サプライヤー、卸売、工場、カスタマイズ、中国製、価格、品質、ECA





X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー